
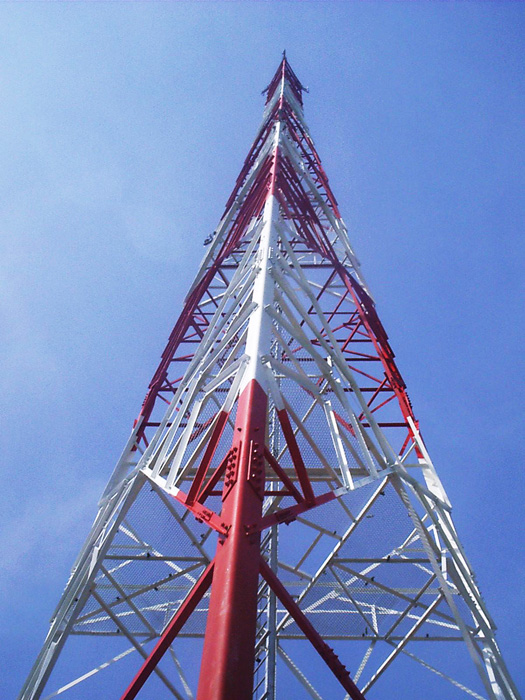
Оцинкованные решетки Угол Steel Power Transmission Tower Line
четыре ноги самонесущих башни(SST)
Октябрь 6, 2018
Стальные решетки башни для передачи электроэнергии до 500 К.В.
Октябрь 29, 2018
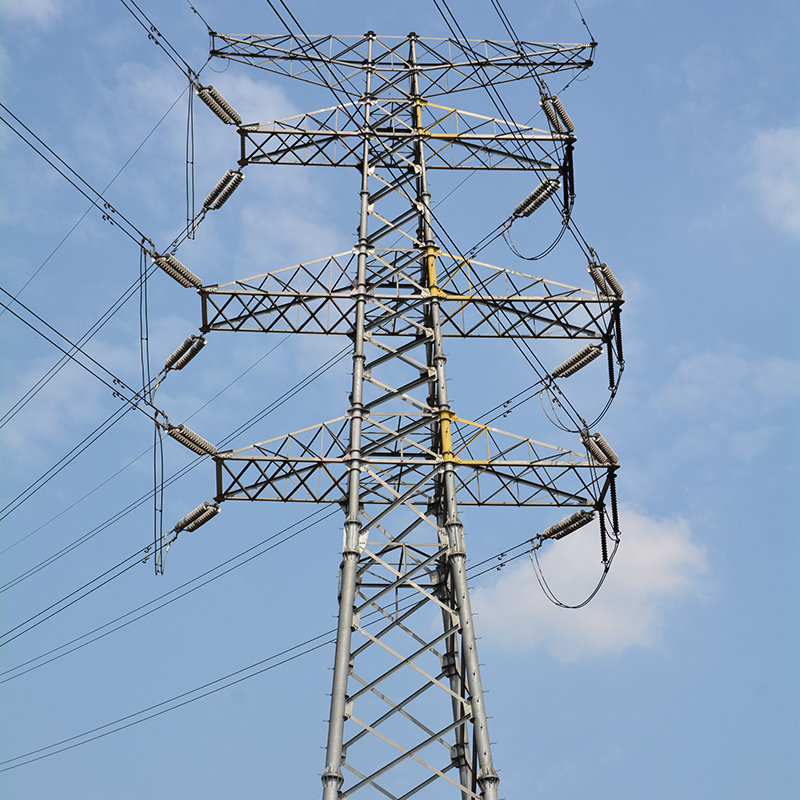
Оцинкованный угол решетки стальной силовой Transmission Tower Line
| имя | 500КВ горячеоцинкованная линия электропередачи |
| материал | Q235 или Q345 |
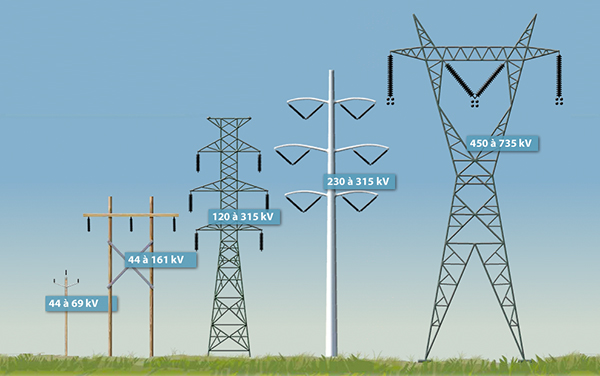
| Напряжение Grade | 10К.В., 110К.В., 220К.В., 500KV или другие |
| Высота | 10-105м |
| Ветер Давление | 210Км / ч |
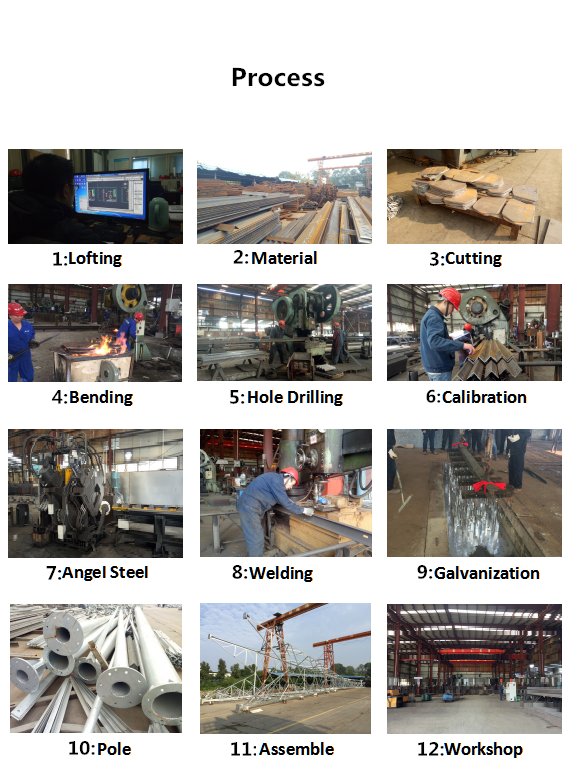
| Покрытие поверхности | Горячая гальванизация погружения или живопись |
| сварка | сварки CO2 или Погруженные методы дуговой авто |
| Запасные части | будут предоставлены детали для соединения или установок |
| Продолжительность жизни | Больше, чем 25 лет |
| Вместимость | 5000 тонн / месяц |
| Опыт проекта | Основное направление заморского:Юго-Восточная Азия,Европа,Южная Америка,Океания,и т.д |
spare parts of the Galvanized Lattice Angle Steel Power Transmission Line Tower
ЗАЖИМЫ И БОЛТЫ
Хомуты, которые крепятся болтами, должны быть снабжены отделившимися головками или колпаками и подходящими шайбами. Болты должны быть смазаны соответствующей смазкой.
Зажимы должны быть сконструированы таким образом, что они будут сидеть плотно и гладко на проводник с давлением, достаточным для компенсации ползучести, холодный поток, и / или раскрой.
Зажимной рычаг должен быть изготовлена из алюминиевого сплава, соразмерного с проектными требованиями. Зажим колпачок должен быть также из алюминиевого сплава.
Зажимного рычага и зажима крышки должны каждый имеет эффективную длину в подшипнике на проводнике не менее 70 мм для металла с обработанной поверхностью зажимов. Выход радиусы должны быть исключены в удовлетворении этого требования.
Болтовый типа распорного блока зажимы должны быть способны выдерживать крутящий момент, равный в два раз от номинального крутящего момента установки конструкции, без отказа составных частей при установке на проводнике. Это значение должно быть получено путем применения крутящего момента к нижней головке отколовшегося болта или винт с головкой.
Зажимные болты должны быть M16 алюминиевого сплав или минимальной из нержавеющей стали М12 с типом сдвигом головкой отделившихся болта с отколовшимся сдвигом типа головки болта или отделившимся винтом с головкой для оцинкованных стальных болтов должны быть снабжен ключом остановкой, чтобы предотвратить гнездо от участия нижней головки во время установки.
Крутящий момент, необходимый отрываться верхней головкой из нижней головки должен находиться в пределах допуска плюс или минус десять процентов от стоимости проекта Поставщика.
Болты отделившейся головки или болты должны быть изготовлены из 6101-T8 или АА7075 высокопрочных алюминиевого сплава или из нержавеющей стали (аустенитная нержавеющая сталь ANSI 300 серии) или низкая или средняя углеродистая сталь и в соответствии с ISO 898 Класс недвижимости либо 8.8 или 6.8 вместе с шестигранными гайками соответствующего класса. Любой другой материал должен быть утвержден Инженером.
Анодирования для алюминиевого сплава должна быть по США военным спецификациям MIL А-8025C.
Зажимные болты или винты с головками должны быть снабжены пружинными шайбами стали типа Belleville, предназначенных для компенсации потенциального релаксации при растяжении болта, шайба(s) должны быть смещены по меньшей мере, 50% от общего как плоский прогиба при номинальной установке крутящего момента, шайба(s) должен иметь возмещаемое отклонение по меньшей мере, 0.9 мм, как определенно по разнице между загруженными и последующими ненагруженными высотами. Поставщик может использовать две тарельчатые шайбы контролировать зажим болт рыхление.
Материал тарельчатой шайбы и другие упругие элементы выполнены из 50CrV4 хром-ванадиевой стали или Ck75 нелегированной стали.
Болт Torque Test
Четыре зажимов узла спейсера заслонки должны быть присоединены к проводнику AAAC «Грили» или в бар 28.14 ± диаметр 0,254 мм. Крутящий момент должен быть применен к верхней головке каждого болта отколовшегося. Голова не должна отрываться на значение, отличное от установки конструкции крутящего момента Поставщика плюс или минус десять процентов. Крутящий момент, необходимый отрываться каждую верхнюю головку должны быть записаны.
На крутящий момент в два раза от номинального крутящего момента установки конструкции не должно быть никаких повреждений составных частей. Крутящий момент должен затем быть записан.
Записи должны быть сделаны из нижней головки выдерживать крутящий момент, отказ крутящего момента, и часть(s) зажимных узлов, которые не.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}