
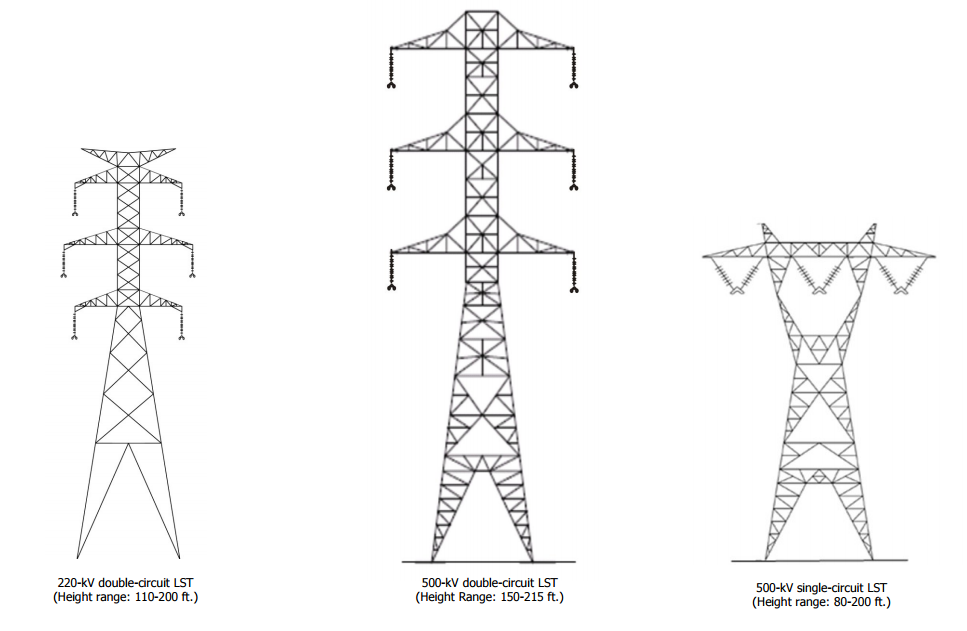
500 КВ решетка расчетного угла башня и испытание

Угол передачи башни стали
ноябрь 7, 2018монополь связи башня полюс башня
ноябрь 18, 2018
Зажимы и болты для решетки стальной башни
Хомуты, которые крепятся болтами, должны быть снабжены отделившимися головками или колпаками и подходящими шайбами. Болты должны быть смазаны соответствующей смазкой.
Зажимы должны быть сконструированы таким образом, что они будут сидеть плотно и гладко на проводник с давлением, достаточным для компенсации ползучести, холодный поток, и / или раскрой.
Зажимной рычаг должен быть изготовлена из алюминиевого сплава, соразмерного с проектными требованиями. Зажим колпачок должен быть также из алюминиевого сплава.
Зажимного рычага и зажима крышки должны каждый имеет эффективную длину в подшипнике на проводнике не менее 70 мм для металла с обработанной поверхностью зажимов. Выход радиусы должны быть исключены в удовлетворении этого требования.
Болтовый типа распорного блока зажимы должны быть способны выдерживать крутящий момент, равный в два раз от номинального крутящего момента установки конструкции, без отказа составных частей при установке на проводнике. Это значение должно быть получено путем применения крутящего момента к нижней головке отколовшегося болта или винт с головкой.
Зажимные болты должны быть M16 алюминиевого сплав или минимальной из нержавеющей стали М12 с типом сдвигом головкой отделившихся болта с отколовшимся сдвигом типа головки болта или отделившимся винтом с головкой для оцинкованных стальных болтов должны быть снабжен ключом остановкой, чтобы предотвратить гнездо от участия нижней головки во время установки.
Крутящий момент, необходимый отрываться верхней головкой из нижней головки должен находиться в пределах допуска плюс или минус десять процентов от стоимости проекта Поставщика.
Болты отделившейся головки или болты должны быть изготовлены из 6101-T8 или АА7075 высокопрочных алюминиевого сплава или из нержавеющей стали (аустенитная нержавеющая сталь ANSI 300 серии) или низкая или средняя углеродистая сталь и в соответствии с ISO 898 Класс недвижимости либо 8.8 или 6.8 вместе с шестигранными гайками соответствующего класса. Любой другой материал должен быть утвержден Инженером.
Анодирования для алюминиевого сплава должна быть по США военным спецификациям MIL А-8025C.
Зажимные болты или винты с головками должны быть снабжены пружинными шайбами стали типа Belleville, предназначенных для компенсации потенциального релаксации при растяжении болта, шайба(s) должны быть смещены по меньшей мере, 50% от общего как плоский прогиба при номинальной установке крутящего момента, шайба(s) должен иметь возмещаемое отклонение по меньшей мере, 0.9 мм, как определенно по разнице между загруженными и последующими ненагруженными высотами. Поставщик может использовать две тарельчатые шайбы контролировать зажим болт рыхление.
Материал тарельчатой шайбы и другие упругие элементы выполнены из 50CrV4 хром-ванадиевой стали или Ck75 нелегированной стали.
Болт Torque Test
Четыре зажимов узла спейсера заслонки должны быть присоединены к проводнику AAAC «Грили» или в бар 28.14 ± диаметр 0,254 мм. Крутящий момент должен быть применен к верхней головке каждого болта отколовшегося. Голова не должна отрываться на значение, отличное от установки конструкции крутящего момента Поставщика плюс или минус десять процентов. Крутящий момент, необходимый отрываться каждую верхнюю головку должны быть записаны.
На крутящий момент в два раза от номинального крутящего момента установки конструкции не должно быть никаких повреждений составных частей. Крутящий момент должен затем быть записан.
Записи должны быть сделаны из нижней головки выдерживать крутящий момент, отказ крутящего момента, и часть(s) зажимных узлов, которые не.
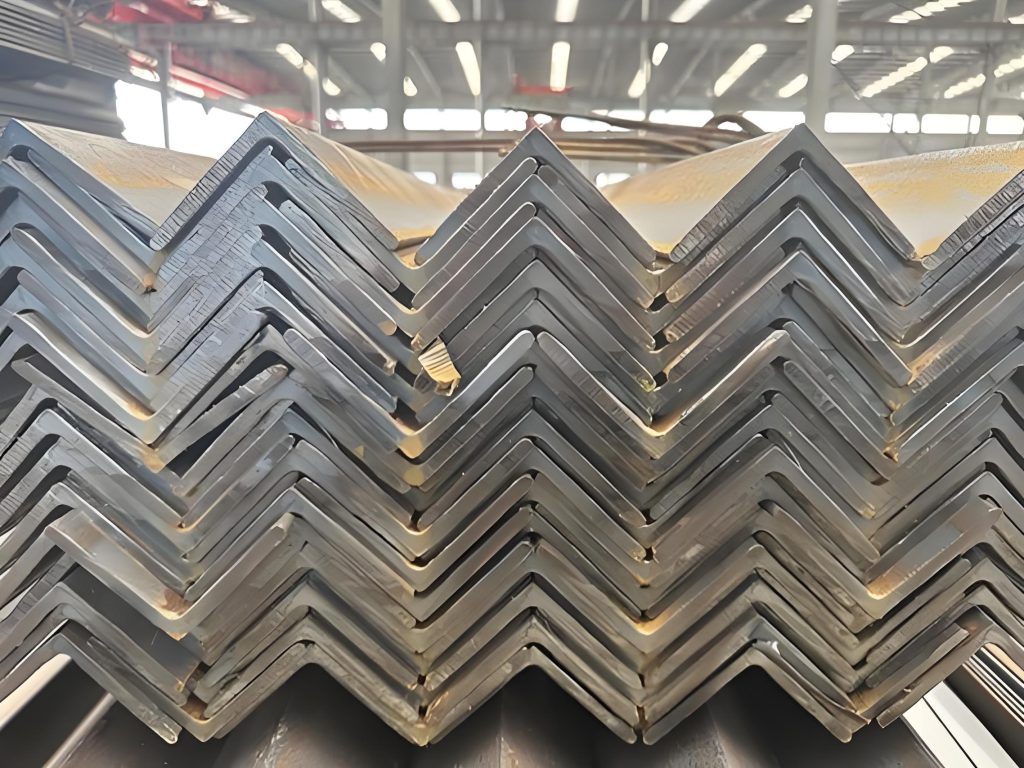
STRUCTURALSTEEL
Все катаные стальные профили и плиты должны поставляться в соответствии с последней редакцией ASTM A572 Grade 60 Высокая прочность низколегированной ниобий-ванадиевая сталь структурного качества и GB / T 1591 Оценка Q420, EN10025 S355J2 и GB / T 1591 Оценка Q345, ASTM-А36 и GB / T 700 Q235. Q235, предлагаемая сталь должна выдерживать следующие сгибов требования к испытаниям. Однако, Процедура изгиба требования тест должен следовать в соответствии с ASTM A370.
|
Тип стали |
Толщина материала |
Отношение изгиба диаметра к толщине образца при 180⁰ |
|
Мягкая сталь |
При всей толщине |
1.5 |
|
Высокопрочная сталь класс 50 & 60 |
Вплоть до 25 мм |
1.5 |
|
– |
Над 25 мм |
2.0 |
Сборка линий электропередачи стальной конструкции башни
NUTS, БОЛТЫ И ПРОКЛАДКИ
Для всех типов башен, все соединения должны быть закреплены болтами, орешки, простые и пружинные шайбы. Шестигранные болты головки и шестигранные гайки должны быть использованы. Только одна плоская шайба и одна пружинная шайба на болт должен использоваться.
Болты должны быть рассчитаны только для подшипников и сдвиг и хвостовик всех болтов, кроме U-образных болтов распространяются полностью на все подключенные член. Когда болты позиции должны проецировать через соответствующие гайки ни меньше, чем 2 длины резьбы, ни больше 10 мм. Члены не должны иметь на резьбе. Шайбы должны использоваться при любых орехах. Болты должны быть свободны от ребер, шкала или другие дефекты, а голова должна быть концентрическими и квадрат с хвостовиком. Диаметр хвостовика должен быть полным номинальным размером болтов. Концы должны быть острыми и чистыми и правильного контура.
Все U-образные болты должны быть с резьбой для достаточной длины, чтобы взять два стандартных гайки плюс толщину члена и шайбы.
Шаг болты должны быть предусмотрены, как показано на чертежах.
Гайки должны иметь достаточную высоту, чтобы развить полную силу болта. Тем не должно быть оторвано или шероховатым и должно быть соответствующего контур. Гайки должны соответствовать болты после того, как они были оцинкованы, так что они могут быть запущены и резьбовым вручную на всю длину резьбы болта.
Прилегание гайки на болт должен быть таким, что произойдет не качание гайки.
Гайка и болт того же размера должен быть взаимозаменяемыми. Размеры, связанные болт для изготовления может быть передан от DIN 7990 и гайка согласно DIN 555 / ISO4034 Длина болтов должна быть рассчитана для размещения толщины одной пружинной шайбы.
Материал болтов и гаек должны соответствовать ASTM A325 и / или ISO 898 стандарты.
Размеры и материал пружинных шайб должны быть в соответствии с DIN127 и 128.
По меньшей мере 5% избыток болтов, гайки и шайбы должны быть поставлены, чтобы справиться с потерями и последующим техническим обслуживанием.
Изготовлен материал не должен иметь физические свойства ниже указанных.
Диаметр отверстия болта не должен превышать номинальный диаметр крепежного плюса 1.5 мм.
Кольцевые наполнители для башен, которые поставляются в соответствии с размерами, указанными на чертеже не. Q235. Q235.
Минимальные краевые расстояния болтов, измеренные от центра болтового отверстия до конца элемента должны быть следующими:
- Для сжатия членов: Один с половиной диаметров болтов.
- Для Натяжные членов: В концевой связи не более трех болтов концов расстояние не должно быть меньше, чем дано в (a) выше или следующее количество, в зависимости от того, больше.
BIRD GUARD
Для того, чтобы предотвратить птица сразу усаживаться над подвеской / строками изолятора перемычек и обрастание то же самое с удалением, подходящие защитные ограждения птицы должны быть предусмотрены на все типы башен. Пила охранник типа птицы должен быть обеспечен на всех членах / резервные члены, предусмотренные на верхний и нижний плане траверсы / балка / стрел / балке подвески. Подходит положение шипа / плиты должны быть предусмотрены на всех промежуточных опор, облегчающих установку птицезащитных после натягивания.
ВИДЕО
500 KV решетки угол башни Строительство
МАСТЕРСТВО
Качество изготовления и отделки по всей должны иметь качество, равного самое лучшее, что известно в данной области техники в настоящее время для этого класса работы. Все работы должны быть тщательно и аккуратно выполнены.
Участники должны быть разрезаны на джиг и отверстия должны быть просверлены или кулаком в приспособлении. Все отверстия должны иметь цилиндрическую форму и перпендикулярно к элементу. В случае необходимости, чтобы избежать искажения отверстий, близких к точкам изгибов, отверстия должны быть сделаны после гибки.
Изготовленный стали работа должна быть в соответствии с чертежами, и бурение, перфорация, резки и гибки, должны быть тщательно и точно выполнены, чтобы предотвратить любую возможность нарушения происходят, которые могут ввести трудности при возведении башен или привести к напрягает или искажение их частей.
Изгиб
Члены башни, которые согнуты холодной должны быть нормализованы до того цинкование. Горячая гибка предпочтительный. Нагрев осуществляется в печи, так что элемент равномерно нагревает до расстояния примерно 150 мм по обе стороны от точки изгиба. Правильная термическая обработка процедуры должны использоваться для того, чтобы сохранить исходные физические свойства металла. Гибко толстые члены должны быть сделано в гидравлическом прессе с подходящей матрицей для предотвращения потери устойчивости безудержной ноги. Этот процесс не может быть сделан при быстром ударе, но через тихоходную прессу.
перфорация & БУРЕНИЕ
Пробивка и сверление осуществляются с помощью методов, разработанных для обеспечения точности. Центр любого отверстия не должен изменяться более чем 1.5 Q235 1.5 мм. Подключив и сварка просверленных отверстий не допускается
Сверла, пуансоны и матрицы должны быть острыми и верно, и отверстие должно быть круглым, верный размер, и свободный от рваных краев и заусенцев.
Отверстия под болты должны иметь диаметр 1.5 мм больше, чем номинальный диаметр болта.
Предпочтительно, чтобы иметь изготовление, пробивка и сверление осуществляется с помощью современной техники компьютерной программы.
Все отверстия в материале более 19.0 мм в толщину, должны быть либо просверлены или суб-пробурены и рассверленный.
Для высокопрочной стали (предел текучести больше или равно 35 кг/мм²) Отверстия должны быть непосредственно пробурены окончательным диаметр или перфорированные и развернутые из. Разница между перфорированным и рассверленным диаметром должна быть минимальной 4 мм.
Штамп для всех суб-перфорированные отверстия, и сверло для суб-просверленные отверстия, должно быть по крайней мере, 1.5 мм меньше, чем диаметр болта. Дрифтинг, чтобы увеличить отверстия не допускается.
СВАРКА
Сварка элементов конструкции, наполнения или закупорки дефектных частей и mispunched отверстий не допускается при изготовлении башни. Когда отверстия mispunched так что чистый участок элемента уменьшается, член должен быть отброшен. Однако, Если сварка не может быть предотвращена, и требуется в некоторых компонентах структуры, такие, как для такелажа / крепежных пластин, предварительное письменное разрешение должно быть получено. В таких случаях процедура сварки должна соответствовать стандартам D1.1M ANSI / AWS. Особое внимание должно быть принято в отношении уплотнения сварки для обеспечения надлежащего цинкования и избежать кислот «кровотечения» в карманах в конструктивных узлах.
ОБЩИЕ ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ
Башни должны быть изготовлены с размером своих членов в соответствии с утвержденными чертежами. Нет угол замена не допускается для основного этапа, Q235. Q235. В таком случае общее число членов замещения не будет превышать пяти (5)
РЕЗЕРВ для гальванизации
Пособие должно быть сделано в размерах колеи для толщины оцинковки и возможное образование Spelter филе внутри углов так, чтобы позволить достаточный зазор эрекции после цинкования.
РИСОВАНИЕ
- Магазин Подробности Чертежи:
Детальные чертежи показывают детали магазина, включая размеры, сдвиг, перфорация, коническая резка, изгиб и идентификационный знак и вес для каждого члена.
- Монтажные чертежи:
Монтажные чертежи показывают полную сборку конструкции, указывающую четко позиционирование членов. Каждый участник должен быть штучным маркировано и количеством и длина болтов должна быть предоставлена для каждого соединения. подробнее Магазин может быть показан либо собранных секций (на месте) или по частям (нокдауне).
- Чертежи Footing Монтаж:
Печные монтажные чертежи, показывающие каждый элемент с его идентификационной меткой, количество и размер болтов соединения и все размеры, необходимые для правильной установки и позиционирования угловых заглушки опор по отношению к центру конструкции.
- Законопроекты материала:
Законопроекты материала для каждой башни будет показывать количество, тип, размер, длина; Вес и сборка знак для каждого члена, включая болты, шайбы, тарелки и все фитинги в комплекте для каждой структуры.
- контурный чертеж:
Изготовитель должен подготовить единую схему линии от детальных чертежей, которые должны показать полную информацию, как размеры и член, размеры углов.
ТЕСТЫ ИЗГОТОВИТЕЛЯ
Изготовитель должен выбрать два образца от каждых плавок проводить следующие тесты, чтобы удовлетворить его, что продукция соответствует спецификациям.
Для секций и пластин
- Химический состав (Ковш анализ)
- Испытания на растяжение
- Изгиб тесты
Для гайки и болты
- Доказательство тест нагрузки
- Испытание на прочность при растяжении Максимального
- Испытание на растяжение Предел прочности при эксцентричной нагрузке
- Холодное Испытание на изгиб
- определение твердости
- цинкование тест
Для Шайбы и кольца Наполнители
- определение твердости
- цинкование тест
Изготовитель должен вести учет испытаний, проведенных им на рассмотрение инспектора.
ТЕСТИРОВАНИЕ PROTOTYPE TOWER СБОРА
Один башни каждого типа комбинации максимальной высоты тела и ноги расширений должна быть собрана и магазин вертикально / горизонтально установлена на подходящий слой основания, чтобы обеспечить надлежащую подгонку всех деталей. После следует иметь в виду во время монтажа башенного прототипа.
- Внимательно проверьте каждый элемент при сборке прототипа пересмотреть и изменить подробные чертежи согласно правильному решению;
- Для каждого члена, длина, положение отверстий и интерфейса с другими членами должно быть проверено точно для надлежащей пригодности;
- Количество каждого члена и болты должны быть тщательно проверены с счет материалов при сборке прототипа;
- На собранной башне возможные модификации должны быть рассмотрены и выполнены, если необходимо, без изменения функциональности структуры; а также
- Чертежи и спецификация, Размеры болтов, наполнители и т.д.. должны быть выставлены современные соответственно, во всех деталях перед началом массового производства.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}