
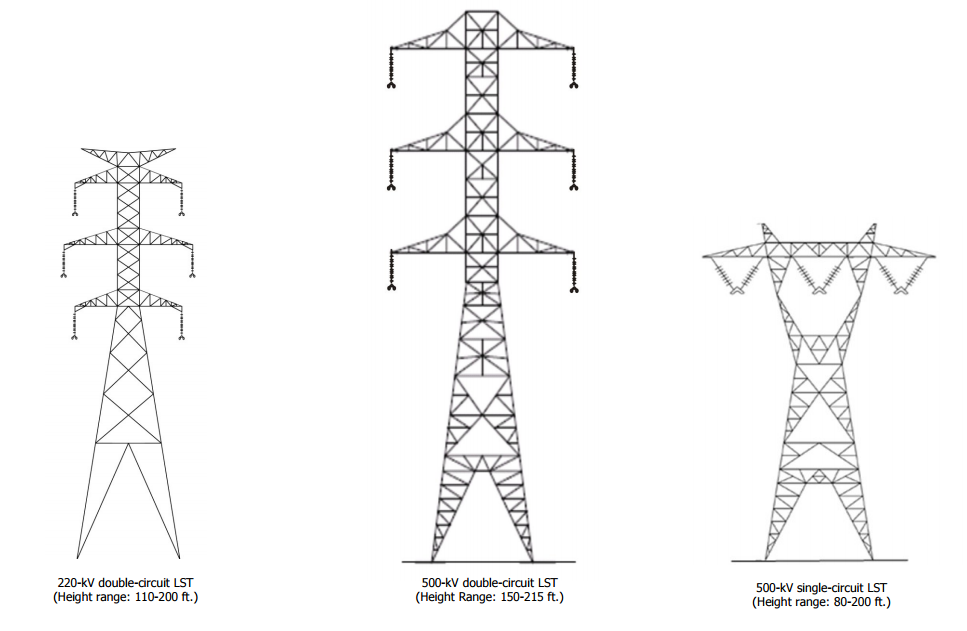
500 KV kafes açısı kule tasarımı ve test

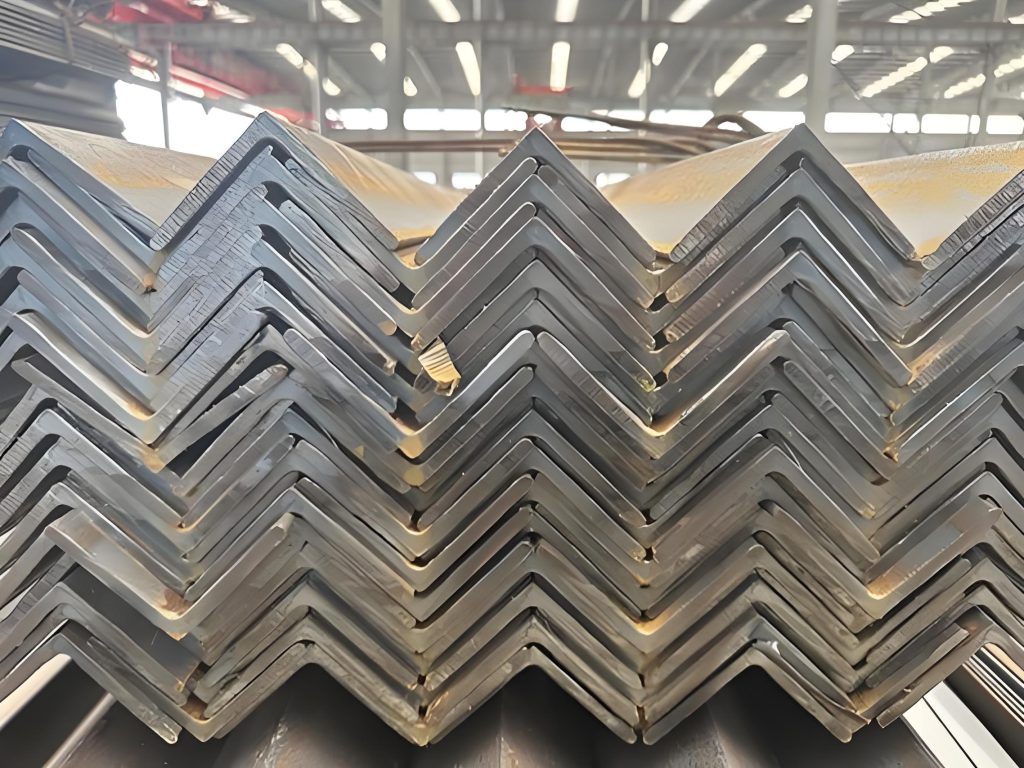
açı çelik iletim kulesi
Kasım 7, 2018monopol kule iletişim kutup kulesi
Kasım 18, 2018
KAFES ÇELİK KULE İÇİN KELEPÇELER VE CİVATALAR
Kelepçeler, cıvata ile tespit edildiği, ayrılabilir kafa veya kapaklar ve uygun rondelalar ile sağlanacaktır. asma uygun bir yağlayıcı ile yağlanacaktır.
kelepçeler onlar sünme telafi etmek için yeterli basınçla iletken üzerinde sıkıca ve düzgün koltuk böylece dizayn edilecektir, soğuk akış, ve / veya iç içe geçme.
kollu kelepçe tasarım gereklerine uygun alüminyum alaşımından olacaktır. Kelepçe kapak da alüminyum alaşımından olacaktır.
kollu kelepçe ve kelepçe kapağı her birinden daha az olmayan iletkeni üzerinde taşıyan etkili bir uzunluğa sahip olacaktır 70 Metal mm kelepçeler yüzeyli. Çık yarıçapları bu gereksinimi karşılamada dışı bırakılacaktır.
Civatalı tip ayırıcı montaj kelepçeleri, nominal tasarım montaj tork iki kez eşit bir tork dayanabilecek özellikte olmalıdır, bileşen parçalarının arızasız iletkenin yüklendiğinde. Bu değer, ayrılabilir cıvata veya vidanın alt baş tork uygulayarak elde edilir.
sıkma vidaları galvanizli çelik civatalar için kırılma kesme kafası tip cıvata veya ayrılma vidanın delikli bir kırılma tipi kesme kafası ile M16 alüminyum alaşımı ya da minimum M12 paslanmaz çelik olacaktır soket önlemek için bir anahtar durdurma konulacaktır yükleme sırasında alt baş yapmasının.
alt kafadan üst baş kopmak için gerekli tork Nakliyeci tasarım değerinin artı tolerans ya da eksi yüzde on içinde olmalıdır.
kırılma başlı cıvatalar veya kapak vidalar 6101-T8 veya AA7075 yüksek kuvvete sahip alüminyumun veya paslanmaz çelikten imal edilir (östenitik paslanmaz çelik ANSI 300 dizi) ya da düşük ya da orta karbonlu çelik ve ISO uygun olarak 898 mülkiyet sınıfı ya 8.8 veya 6.8 birlikte uygun bir sınıfı, altıgen somun ile. Herhangi başka bir malzeme Mühendisi tarafından onaylanmalıdır.
alüminyum alaşım için anotlama ABD Askeri Özellikler uygun olacaktır, MIL-8025C.
cıvatalar veya vidayı Cıvata geriliminde potansiyel gevşemesinin telafi edilmesi için tasarlanmış çelik tabak tipi yaylı rondelalar ile donatılmış olması olan, çamaşır makinesi(s) en azından yerinden edilecektir 50% Nominal yükleme moment toplam olarak düz sapma, çamaşır makinesi(s) bir geri kazanılabilen bir sapma sahip olacaktır, en az 0.9 aa yüklü ve daha sonra yüksüz yüksekliği arasındaki fark ile tespit edildiği üzere. Tedarikçi kelepçe cıvata gevşeme kontrol etmek için iki Belleville pulları kullanabilirsiniz.
Belleville rondelası ve diğer yay elemanlarının malzeme 50CrV4 krom vanadyum çelik veya Ck75 alaşımsız çelikten yapılmıştır.
Cıvata Torku Testi
aralayıcı amortisör tertibatının dört tane kenet AAAC “Greeley” iletkene veya bir çubuk iliştirilecektir 28.14 0.254 mm çap ±. Tork, her bir kesme cıvatası üst baş uygulanacaktır. Kafa Nakliyeci tasarım montaj torku artı veya eksi yüzde on dışında bir değerde kopmak etmeyecektir. her bir üst kafa kopmak için gerekli tork kaydedilir.
İki kez, nominal tasarım montaj tork bir tork az bileşen parçalarının hata yoktur olacaktır. Tork sonra kayıt altına alınmalıdır.
Kayıtlar alt baş dayanacak tork yapılacaktır, başarısızlık tork, ve part(s) başarısız kelepçe düzeneklerinin.
YAPISAL ÇELİK
Tüm haddelenmiş çelik kesitler ve plakalar ASTM A572 Grade son sayısına uygun olarak temin edilecektir 60 Yapısal kalitenin Yüksek mukavemetli düşük alaşımlı kolombiyum-Vanadyum Çelik ve GB / T 1591 Sınıf Q420, EN10025 S355J2 ve GB / T 1591 Sınıf Q345, ASTM-A36 ve GB / T 700 Sınıf Q235. Yukarıda ve ilgili standartlarda belirtilen şartlara ek olarak, sunulan çelik aşağıdaki bükme test gereksinimlerini dayanmalıdır. ancak, Eğme testi ihtiyacının prosedürü ASTM A370 doğrultusunda takip edilecektir.
|
Çelik Türü |
Malzeme kalınlığı |
bükülme çapı oranı ile numunenin kalınlığına 180⁰ |
|
hafif çelik |
Tüm kalınlığı için |
1.5 |
|
Yüksek gerilimli çelik sınıf 50 & 60 |
kadar 25 aa |
1.5 |
|
– |
üzerinde 25 aa |
2.0 |
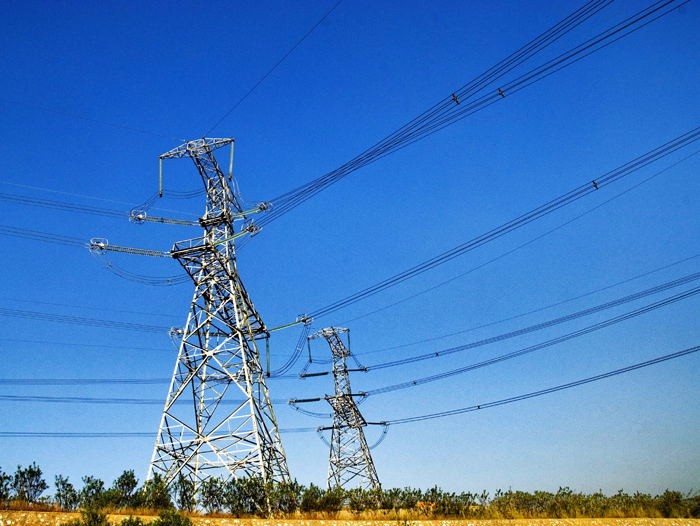
iletim hatları yapı çelik kule monte
FINDIK, Civataları
kulelerinin türleri için, Tüm bağlantıların cıvata ile güvence altına alınacaktır, Fındık, düz ve yaylı rondelalar. Altıgen başlı cıvataların ve altıgen somun kullanılacaktır. cıvatanın başına yalnızca bir düz yıkayıcı ve bir yaylı rondela kullanılacaktır.
Cıvata sadece yatak ve kesme ve u-cıvatalar dışındaki tüm cıvata gövdesi bağlı tüm üyeleri üzerinden tamamen uzanacak için dizayn edilecektir. Ne zaman pozisyon cıvata karşılık gelen fındık ne az aracılığıyla fırlamalı 2 iplik uzunluklarının veya daha fazla 10 aa. Üye parçacığı üzerinde taşımayacaktırlar. Yıkayıcılar tüm fındık altında kullanılmalıdır. Cıvata kanatların uzak olacaktır, ölçek veya başka kusurlar ve baş konsantrik bir vaziyette bulunan ve sap ile kare eder. gövdesinin çapı cıvata tam nominal ölçü olacaktır. uçları keskin ve temiz ve düzgün kontür olacaktır.
Tüm U-cıvataları iki standart fındık artı üyesi ve yıkayıcı kalınlıkları almaya yeterli bir uzunluk için dişli edilecektir.
Çizimlerde gösterildiği gibi, Aşama asma sağlanacaktır.
Fındık cıvatanın tam gücünü geliştirmek için yeterli yükseklikte olmalıdır. Konuları yırtılmış veya düzensiz ve uygun kontür olacaktır edilmemelidir. onlar galvanizli edildikten sonra onlar cıvata dişin tam uzunluğu için elle başlatılmış ve dişli böylece fındık cıvataları uymalı.
somun hiçbir sallanan oluşacağını cıvata üzerine somun uygun şekilde olmalıdır.
Aynı boyutta somun ve cıvata değiştirilebilir olacaktır. üretimi için cıvata ilgili boyutları DIN sevk edilebilir 7990 ve somun DIN 555 göre / ISO4034 cıvata uzunluğu, bir yaylı rondela kalınlığını karşılamak için hesaplanır.
cıvata ve somun Malzemesi ASTM A325 ve / veya ISO uygun olacaktır 898 standartlar.
yaylı rondelalar boyutları ve malzeme DIN127 uygun olacaktır ve 128.
En azından 5% cıvataların fazlası, somun ve pullar kayıpları ve gelecekteki bakım ile başa çıkmak için temin edilecektir.
fabrikasyon malzeme bu belirtilen aşağı fiziksel özelliklere sahip olmayacaktır.
Cıvata delik çapı bağlantı elemanının nominal çapı aşmamalıdır artı 1.5 aa.
kuleleri halka dolgu çizim verilen boyutlara uygun olarak temin edilmesi bir. NTDC/TASARIM/500KV/25. Halka dolgu malzemesi, ASTM A36'ya göre yumuşak çeliğin özelliklerine uygun olacaktır..
aşağıdaki gibi üyesinin sonuna cıvata deliğinin merkezinden ölçülen cıvata en az kenar mesafeleri olacaktır:
- Sıkıştırma Üyeler için: Bir buçuk cıvata çapları.
- Gerginlik Üyeler için: en fazla üç cıvata bir uç bağlamda uç mesafesi verilen daha az olmayacaktır (bir) Yukarıdaki ya da aşağıdaki miktar, Hangisi daha iyiyse.
KUŞ GUARD
Süspansiyon / atlama izolatör dizeleri yukarıda hemen perching kuşları engellemek bırakarak aynı kirlenmeye, Uygun kuş korumalar kulelerin her çeşit sağlanacaktır. Testere tipi kuş bekçi tüm üyelerinde sağlanacaktır / süspansiyon çapraz kol / kiriş / bom / kiriş alt ve üst plan üzerinde sağlanan gereksiz üyeler. kamanın uygun provizyon / Plaka çekimi sonrasında kuş koruma kurulumunu kolaylaştıran tüm Süspansiyon kulelerde sağlanacak.
VİDEO
500 KV kafes açısı kule inşaatı
İŞÇİLİK
işçilik ve bitiş boyunca işin bu sınıf için şu anda sanata bilinmektedir ki iyi eşit bir kalitede olmalıdır. Tüm çalışmalar dikkatli ve doğru yapılacaktır.
Üye jig için kesilmeli ve delikler delinmiş olacaktır ya jig delikli. Bütün delikler elemanına silindir ve dik olmalıdır. virajlarda noktalarına yakın delikler bozulmasını önlemek için Gerekli görülen durumlarda, delikler eğmeden sonra yapılacaktır.
Fabrikasyon çelik işleri çizimlere uygun olmalıdır, ve sondaj, boks, Kesme ve bükme dikkatli bir şekilde ve doğru olarak düzensizlikler kuleleri ereksiyon güçlüğü vermek ya da bunun parçalarının süzme yolaçabilir olabilir oluşan herhangi bir ihtimalini önlemek için yapılır.
BÜKME
Soğuk bükülmüş olan Kule üyeleri galvanizleme önce normalize edilecektir. Sıcak bükme tercih edilir. Isıtma bir fırın içinde yapılacaktır, elemanı yaklaşık bir mesafede eşit şekilde ısıtılır ve böylece 150 bükme noktası mm iki tarafında. prosedürleri tedavi Uygun ısı metalin orijinal fiziksel özelliklerini korumak için kullanılır. Kalın elemanlarının bükülmesi serbest bir bacağın bel vermesini önlemek için uygun bir kalıp ile bir hidrolik preste yapılır. Bu süreç hızlı etkisi altında ancak yavaş hareket eden basın aracılığıyla yapılır edilmeyecektir.
DELME & SONDAJ
Delme ve delme doğruluğunu sağlamak için tasarlanmış yöntemlerle yapılacaktır. herhangi bir deliğin merkezi fazla değişmemelidir 1.5 konumundan mm'ye kadar, bir grup delikteki uç deliklerin merkezden merkeze uzaklığı da 1.5 aa. Takma ve delinmiş deliklerin kaynak müsaade edilmeyecektir
Matkaplar, zımba ve kalıplar keskin ve doğru olacaktır, ve delikler yuvarlak olacaktır, Boyuta uygun, ve Bristol kenarları ve çapaksız.
Cıvata delikleri çapa sahip olacaktır 1.5 cıvatanın nominal çapından büyük mm.
İmalat olması tercih edilir, delme ve sondaj modern bilgisayar programı tekniği vasıtasıyla yürütülen.
malzemedeki tüm delikleri üzerinde 19.0 mm kalınlığında ya da delinmiş edilir veya alt-delinmiş ve oymalı.
yumuşak çelikten için (akma noktası eşit ya da daha büyük 35 kg / mm) Delikler doğrudan kesin çapta delinmiş veya delinmiş ve dışarı reamed edilecektir. delikli ve oymalı çapı arasındaki fark en az 4 mm olacaktır;.
Tüm alt delinmiş delikler için kalıp, ve alt delinmiş delikleri için matkap, En az olacaktır 1.5 cıvatanın çapından daha küçük mm. delikleri büyütmek için sürüklenen izin verilmez.
KAYNAK
yapı elemanlarının Kaynak, doldurma veya kusurlu parça ve mispunched deliklerin takmayı kule üretiminde müsaade edilmeyecektir. üyesi net bölümü azalacak şekilde delikler mispunched zaman, elemanı atılacaktır. ancak, kaynak kaçınılmazdır ve bazı yapı bileşenlerindeki gerekiyorsa, donanım / bağlantı plakaları için olduğu gibi, örneğin, önceden yazılı onay elde edilecektir. Bu gibi durumlarda kaynak prosedürleri ANSI / AWS D1.1M standartlarına uygun olacaktır. Özel bakım uygun galvanizleme sağlamak ve asit yapısal düzeneklerden içinde cepleri “kanama” önlemek için conta kaynak ile ilgili olarak alınmalıdır.
İMALAT İÇİN GENEL ŞARTLAR
kuleler onaylı çizimlere göre üyelerin boyutlara sahip imal edilecektir. Hiçbir açı ikamesi ana ayağı için izin verilecektir, çapraz kol elemanları ve koçanları. Bununla birlikte, Mühendisin önceden onayı ile diğer kule üyeleri ve fazlalık veya ikincil üyeler için üye ikamesine izin verilebilir.. Böyle bir durumda elemanı ikame sayısı beş aşmayacak (5)
GALVANİZ İÇİN ÖDENEK
galvanizlemeden sonra yeterli ereksiyon temizlenmesini sağlayacak şekilde ödeneği galvanizleme kalınlığı ve açıları içinde çinko fileto olası formasyonu için ölçü boyutlarda yapılacaktır.
ÇİZİM
- Mağaza Detayları Çizimleri:
ayrıntılı çizimler boyutlar şunlar da dahil mağaza detayları göstermelidir, kesme, boks, konik kesici, her üyesi için işareti ve ağırlık bükme ve kimlik.
- ereksiyon Çizimler:
Montaj çizimler açıkça üye durumunu gösteren yapının tam montaj göstermemelidir. Her bir birim işaretli ve sayı olacak ve cıvata uzunluklarının her bağlantı için verilecektir. Mağaza bilgilerini birleştirilmiş bölümler yoluyla gösterilebilir (yerinde) ya da parça parça (devrilen).
- Ayak Montaj Çizimleri:
kendi tanımlama işaretine sahip her bir elemanını gösteren Ayak montajı çizimleri, sayısı ve bağlantı cıvatalarının büyüklüğü ve yapısı merkezi ile ilişkili olarak saplama açısı temellerin uygun ayar ve konuşlandırma için gerekli tüm ölçüler.
- Malzemelerin faturaları:
Her kulenin için malzeme Bono miktarını göstermemelidir, tip, boyut, uzunluk; her üye için ağırlık ve montaj işareti, cıvata dahil olmak üzere , pulları, Her bir yapı için tam plakalar ve tüm parçaları.
- anahat Çizim:
İmalatçı boyutları ve üyesi gibi tam bilgi göstermemelidir ayrıntılı çizimlerden tek bir hat diyagramını hazırlar, açı ölçüleri.
ÜRETİCİNİN TESTLERİ
Üretici ürünleri ile uyuşup uyuşmadığını onu tatmin için aşağıdaki testleri yürütmek için her sıcaktan iki numune seçer.
Bölümler ve Plates için
- Kimyasal bileşim (pota Analizi)
- çekme Testleri
- viraj Testleri
Cıvata ve Civata için
- Dayanıklı Yük testi
- Nihai Çekme Mukavemet testi
- Eksantrik yük altında Nihai gerilme mukavemeti testi
- Soğuk bükme testi
- Sertlik testi
- Galvaniz testi
Çamaşır makineleri ve Halka Dolgular İçin
- Sertlik testi
- Galvaniz testi
Üretici Müfettiş tarafından muayene için onun tarafından yürütülen testlerin kaydını tutmalıdır.
PROTOTİP KULE MONTAJ TEST
gövde ve bacak uzantıları maksimum yükseklik kombinasyonunun her tür biri kule tüm parçaların uygun bir uyum sağlamak için mağaza monte edilir ve dikey yatay uygun bir vakıf yatakta dikilmiş /. Aşağıdaki prototip kule montaj sırasında görünümünde tutulmalıdır.
- gözden geçirilmesi ve doğru çözüme göre ayrıntılı çizimleri değiştirme prototip montaj sırasında dikkatlice her üyeyi kontrol;
- Her üyenin, uzunluk, diğer üyelerle delikleri ve arayüz pozisyonu doğru fitness için doğru kontrol edilecektir;
- prototip monte ederken her üye ve cıvataların Miktar dikkatle malzemelerin faturası kontrol edilecektir;
- monte kulede nihai modifikasyonlar incelenir ve yapılacaktır, Eğer gerekliyse, yapısının işlevini değiştirmeden; ve
- Çizimler ve malzemelerin fatura, cıvataların boyutları, vb dolgu. yukarı güncel buna göre konulur, seri üretime başlamadan önce tüm ayrıntıları.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}